Gleit- und Wälzlager für Ihre Konstruktion
Kugellager, Rollenlager, Luftlager, Linearlager, Keramiklager, RTB-Lager uvm. aus Metall oder Kunststoff für viele Anwendungen
Bild: Igus


Maschinenelemente sind Konstruktionsbauteile, die nicht nur in Maschinen enthalten, sondern vielmehr in jeder technischen Konstruktion zu finden sind. Oft sind sie so unscheinbar wie wichtig zugleich. Fällt zum Beispiel eine Dichtung mal aus, kann das eine große Einwirkung auf die ganze Maschine oder Anlage haben. Wir stellen Ihnen die neuesten Maschinenelemente vor wie Wälz- und Gleitlager, Lineartechnik, Stoßdämpfer, Wellen, Werkzeuge, Federn, Dichtungen, Bedienelemente und und und.
")
Heutige Trends in der Entwicklung von Maschinenelementen umfassen die Verwendung fortschrittlicher Materialien und Fertigungstechniken wie additive Fertigung und Hochleistungskunststoffe. Auch hält die Elektronik Einzug z. B. in Form von Sensoren, so dass die Bedeutung von Condition Monitoring und Predictive Maintenance für das einzelne Maschinenelement zunimmt.
Das smarte Wälzlager oder die Profilschienenführung mit Wegmessung bieten mehr Intelligenz im Sinne von Industrie 4.0. All diese Fortschritte erlauben es, leichtere, robustere und langlebigere Komponenten zu entwickeln, die spezifischen Aufgaben erfüllen und besonderen Anforderungen gerecht werden.
Zudem hat die digitale Transformation die Berechnung und Auswahl von Maschinenelementen revolutioniert. Eigentlich schade, das Lehrbuch über Technische Mechanik mit den aufwendigen Berechnungen oder die Rohloff/Matek Bücher sowie Tabellen- und Formelsammlungen aus dem Maschinenbaustudium nicht mehr gebrauchen zu müssen: Mit Hilfe von Computer Aided Engineering (CAE) und Künstlicher Intelligenz können Konstrukteure präzisere Simulationen und Optimierungen durchführen, als das je zuvor möglich war. Das führt zu effizienteren und zuverlässigeren Designs. Das Drucken tausendseitiger Kataloge gehört ebenfalls der Vergangenheit an, Konfiguratoren haben diese Aufgabe schon längst übernommen.
Die Zukunft der Maschinenelemente liegt in der weiteren Integration von IoT und KI, welche die Funktion der fortschrittlichen Bauteile hinsichtlich vorausschauender Wartung und selbstoptimierender Systeme beträchtlich erweitern wird. Diese Technologien werden die Lebensdauer und Leistung der Maschinen erheblich verbessern und die Betriebskosten senken. Die Herausforderung besteht darin, diese fortschrittlichen Technologien in bestehende Systeme zu integrieren und gleichzeitig die Standards und Kompatibilität zu gewährleisten.
Die nachfolgenden Neuentwicklungen zeigen, wie sich all diese Entwicklungen in den Produkten widerspiegeln:



















Antriebskette, Förderkette, Rollenkette, Hubkette, Gleitlager, Wälzlager, Kugellager, Rollenlager, Luftlager, Stoßdämpfer, Gasfeder, Dämpfungsplatte, Dichtung, O-Ring- Simmerring, Welle, Feder, Klemmelement, Räder, Rollen, Rundtisch, Zahnkranz, Rundtischlager, Scharnier, Toleranzhülse, Schnappriegelverschluss, Wellenring, Dichtring, Zahnrad, Zahnriemen, Kegelrad, Zahnstange, Stife, Zylinderstif, Gelenklager, Griffe, Schalter, Taster, Profile, Handrad, Klemmhebel, Knöpfe, Stangen, Hebel, Arretierbolzen, Rastbolzen, Bügelgriff, Kugelknopf, Kugelrolle, Schwingungsdämpfer, Rotationsdämpfer, Kleinstoßdämpfer, Palettenstopper, Gummipuffer, Strukturdämpfer, Druckfeder, Zugfeder, Welle-Nabe-Verbindungen, Wellenfeder, Gehäuselager, Dünnringlager, Flanschlager, Gelenk, Kugeldrehverbindung, Kugelbuchse, Linearführung, Führungswelle, Linearlager, Linearschiene, Profilschiene, Schienenführung, Teleskopschiene, Passcheibe, Schichtblech, Schwerlastrolle, Schwerlastführung, Sperrbolzen, Schrauben, Muttern, Augenschraube, Zylinderkopfschraube, Kreuzschlitzschraube, Imbusschraube, Flow Drillschraube, Schneckenrad – Das sind nur ein paar Beispiele und längst nicht alle Maschinenelemente.
Zu den nachfolgenden Maschinenelementen, Verbindungselementen und Antriebselementen haben wir Ihnen ausführliche Beiträge und Menüs zusammengestellt, die auf den Informationen zahlreicher Hersteller am Markt basieren:
Unerlaubte Zugriffe, falsche Maschinenbedienung und unerwünschte elektrische Entladungen können zu nicht unerheblichen Schäden führen. In hygienesensiblen Bereichen gibt es noch einen weiteren Aspekt zu beachten: Es dürfen keine Fremdkörper in die zu verarbeitenden Produkte gelangen. Viele solcher und anderer Gefahren lassen sich mit einfachen Mitteln ausschließen. Sichere Bedienelemente sind ein Beispiel.
Spanflug Technologies bot als erster Lohnfertiger einen vollständig automatisieren Bestellprozess für CNC Frästeile und Drehteile online. Inzwischen gibt es weitere Anbieter mit Online-Shop, mit dem Angebot individuell Bauteile sofort kalkulieren und bestellen sowie fertigen zu lassen.
Dämpfungstechnik für industrielle Anwendungen kommt zum Einsatz, um Schwingungen, Stöße und unerwünschte Bewegungen zu kontrollieren. Stoßdämpfer, Rotationsdämpfer und Schwingungsdämpfer sind spezielle Maschinenelemente, die für optimale Leistung und Langlebigkeit von Maschinen sorgen.
Dichtungen sind kleine, aber unverzichtbare Maschinenelemente, die zur Abdichtung von Bauteilen gegen Flüssigkeiten und Gase dienen. Ihre Entwicklung ermöglicht effiziente und langlebige Verbindungen in zahlreichen Anwendungen. Der Beitrag beleuchtet aktuelle Innovationen auf dem Markt und zeigt vielfältige Einsatzmöglichkeiten für die Dichtung.
Während Maschinenteile gegen Verschmutzung und Einfluss gegen aggressive Medien geschützt werden müssen, ist dafür Sorge zu tragen, dass z. B. der Werker sich nicht an sich drehenden Teilen wie Wellen oder Spindeln verletzt. Das erfolgt durch entsprechende Schutzmaßnahmen wie Faltenbälge. Für den besonderen Einsatzfall stellt Steinbock jetzt einen Faltenbalg mit Klett- oder Reißverschluss vor.
Federtechnik umfasst kleine, aber wesentliche Maschinenelemente, die in vielfältigen Anwendungen zur Speicherung und Abgabe von Energie dienen. Ihre präzise Auslegung ist entscheidend für die Leistung und Zuverlässigkeit technischer Systeme. Der Beitrag stellt neue Entwicklungen vor und bietet zahlreiche Tipps für die optimale Auslegung und Anwendung der Industrie-Federn.
Ob Sie ein Gleitlager oder Wälzlager für Ihre Anwendungen auswählen, hängt ganz entscheidend von den Anforderungen der Anwendung und den gewünschten Faktoren ab wie radiale Belastung oder axiale Belastung, Schmierung, einwirkende Kräfte, Reibung, Drehzahlen, Verschleiß etc. Ebenso verhält sich auch die Materialauswahl von Gleitlagern oder Wälzlagern bzw. die der Kugeln wie Stahl, Bronze, Sinterbronze, Kunststoff usw.
Entdecken Sie die neuesten Entwicklungen in der Welt der Antriebs- und Förderketten. Dieser Artikel informiert über innovative Produktneuheiten, zeigt deren Effizienz anhand von Anwenderbeispielen aus Holzindustrie und Automobilbau und stellt Ihnen exklusive Serviceangebote vor. Erfahren Sie, wie Sie mit den umweltfreundlichen Rollenketten Ihre Produktionsprozesse in jeder Branche optimieren und so TCO-Kosten senken.
Entdecken Sie die Effizienz und Vielseitigkeit der Klemmelemente, die pneumatisch, hydraulisch oder mechanisch Komponenten in der Fertigungstechnik positionieren, fixieren oder befestigen. Diese präzisen Maschinenelemente bieten eine optimale Lösung für das sichere und zuverlässige Halten von Komponenten in Maschinen und Anlagen wie zum Beispiel bei Not-Halt.
Die Lineartechnik ist ein unverzichtbarer Bestandteil moderner Maschinen und Anlagen, in denen sie präzise geradlinige Bewegungen ermöglicht. Sie findet Einsatz in vielen Branchen wie in der Robotik, im Maschinenbau, in der Automobilindustrie, Medizintechnik oder Lebensmitteltechnik uvm. Entdecken Sie die Neuentwicklungen, vielfältige Anwendungen und informieren Sie sich über die Grundlagen.
Für den Ausgleich von Toleranzen im Zehntel Millimeter Bereich und sogar darunter bietet Georg Martin Passscheiben einlagig, mehrlagig oder schälbar. Beim Einsatz solcher Passelemente kommt es vor allem auf die richtige Auswahl an, um die Montage Prozesse effizient zu gestalten. So lässt sich zum Beispiel mit den Präzisions Passscheiben der Laminum und Lamivario Reihe das Einstellen der Wälzlager Vorspannung optimieren.
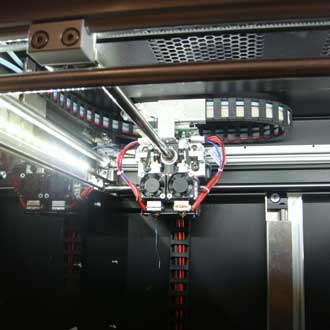
Bahr Modultechnik präsentiert einen neu entwickelten Systemaufbau für 3D-Drucker zum FFF/FDM-Druck großformatiger Objekte im Schmelzschichtverfahren. Aufgrund des optimierten modularen Konstruktionsprinzips erweist sich der CLLK 60-Tripod als eine im Marktvergleich ausgesprochen wirtschaftliche Lösung.
Räder und Rollen sind Maschinenelemente für industrielle Schwerlast- und Transportanwendungen. Ihre außergewöhnliche Tragfähigkeit und Langlebigkeit gewährleisten effiziente Bewegungsabläufe in anspruchsvollen Umgebungen. Der Artikel zeigt, wie diese Komponenten den industriellen Materialfluss erleichtern.
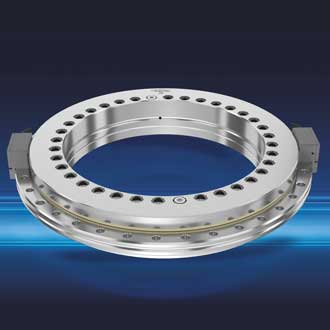
Hohe Präzision, kurze Taktzeiten, dynamisch und modular soll ein Rundtisch sein, der z. B. als Positioniersystem das Werkstück zu seinem Bestimmungsort transportiert. In Werkzeugmaschinen, Handhabungssystemen, Messgeräten und anderen Anwendungen soll er zudem schnell mit hoher Wiederholgenauigkeit funktionieren.
Scharniere ermöglichen als Verbindungselemente in der Industrie präzise Bewegungen und robuste Verbindungen. Sie sind oft vielseitig und belastbar zum Öffnen und Schließen von Schaltschrank, Gehäuse bis hin zu Maschinentüren und Maschinenabdeckungen. Der Artikel zeigt, wie moderne Scharniere die Effizienz und Langlebigkeit industrieller Systeme verbessern.
Toleranzhülsen lassen sich als kraftschlüssige Verbindungselemente vielseitig einsetzen, und einmal erstellte Verbindungen können im Gegensatz zum Pressen oder Kleben wieder gelöst werden. Dies gilt auch für die Drehmomentübertragung – ganz anders als zum Beispiel bei der Keil- und Presspassung, wie dieser Beitrag zeigt.
Zur Gruppe der eher unauffälligen Normteile und Bedienteile zählen auch die Arretierbolzen bzw. Rastbolzen, Sperrbolzen oder Schnappverschlüsse. Sie alle verbinden Komponenten in industriellen Anwendungen. Als Standardwerkstoffe kommen Kunststoff, Stahl und Edelstahl zum Einsatz. Wir stellen Ihnen hier Neuentwicklungen für zahlreiche Anwendungen vor.
Die richtige Verschraubung spielt in vielen technischen Konstruktionen eine entscheidende Rolle. Haben Sie schon von der "unverlierbaren Schraube" gehört oder wissen, wie eine "Direkt Verschraubung" den Unterschied in Ihrer Montage ausmachen kann? Auch die KI ist bereits eingezogen in die lösbare Verbindungstechnik. In diesem Artikel stellen wir Ihnen Neuheiten aus der Welt der Verschraubungen vor, die zeigen, warum diese kleinen Komponenten so bedeutend sind.
Bei der Auswahl der Wellenringe von Misumi kann der Konstrukteur aus einer Vielzahl von Spezifikationen das für seine Konstruktion optimale Bauteil wählen. Neben präzise konfigurierbaren Make-to-Order (MTO) Komponenten bietet Misumi in seinem One-Stop-Shop auch Standardbauteile aus eigener und Fremd Produktion an. Noch am Tag der Bestellung geht ein Großteil in den Versand.
Zahnräder spielen eine zentrale Rolle in Industriegetrieben, die in einer Vielzahl von Maschinen und Anlagen zum Einsatz kommen. Solch ein Zahnrad muss extremen Belastungen standhalten, ist in der Regel korrosionsbeständig und häufig so konzipiert, dass es sich selbst schmiert, um eine längere Lebensdauer und geringeren Wartungsaufwand zu gewährleisten.
Der Zahnriemen ist ein universell einsetzbares Antriebselement für viele industriellen Branchen wie u. a. Autmomotive, Verpackungstechnik, Maschinenbau, Werkzeugbau, Drucktechnik, Textilmaschinenbau. Jüngste Neuentwicklung ist der Breco Zahnriemen von Mulco, der mit einem neuen Beschichtungsmaterial extrem heiße Temperaturen verkraftet.
Eine Zahnstange wandelt im Zahnstangenantrieb rotierende Bewegungen in lineare um. Sie eignet sich für Anwendungen in der Automatisierungstechnik, in der Lenkung von Autos oder wird in CNC-Maschinen eingesetzt. Moderne Zahnstangen sind sehr präzise und robust gegenüber Umwelteinflüssen.
Konstrukteure können jetzt bei Misumi Spannstifte und Zylinderstifte nach mehr als 30 verschiedenen DIN- und ISO-Normen konfigurieren. Im Onlineshop sind neben verschiedenen Varianten Zylinderstifte und Spannstifte auch Zahnschlitzstifte, Spiralformstifte, Kegelstifte und Kerbstifte verfügbar. Neben Standardteilen aus der eigenen Produktion und sowie von Reyher und Ganter enthält das Portfolio auch präzise konfigurierbare Make-to-Order (MTO) Bauteile.
Bohrer sind unverzichtbare Präzisionswerkzeuge in Werkzeugmaschinen, Bearbeitungszentren, NC- und CNC-Maschinen. Ihre Präzision und Vielseitigkeit ermöglichen hochgenaue Bohrungen in verschiedenen Materialien. Der Artikel stellt ein paar Innovationen vor und zeigt, wie diese die Effizienz und Anwendungsbreite in der Fertigungstechnik steigern können.
Ob Schaftfräser, Gewindefräser, Hochleistungsfräser: Die Ansprüche an die kleinen Präzisionswerkzeuge für Werkzeugmaschinen, Bearbeitungszentren, NC- und CNC-Maschinen steigen ständig. Die besondere Geometrie und Schärfe der Fräser ermöglichen präzise Materialabtragungen und komplexe Formen in der Metallbearbeitung. Dieser Artikel stellt Innovationen vor und erläutert Einsatzmöglichkeiten in der modernen Fertigung.
Mit zwei neu entwickelten Gewindeform-Werkzeugen erweitert Reime Noris sein Produktportfolio für Aluminium Knet Legierungen und Aluminium Gusslegierungen. Beide Werkzeugtypen werden, wie alle Gewindeformer der „NEO“ Reihe, aus HSSE-PM Substrat hergestellt. Sie unterscheiden sich jedoch in den Eigenschaften wie Geometrie und Beschichtung, um in dem jeweiligen Einsatzbereich herausragende Ergebnisse erzielen zu können.
Es gibt verschiedene Spannfutter zum Bearbeiten von Werkstücken auf einer Maschine, darunter Kraftspannfutter, Backenfutter oder Exzenterfutter. Sie haben alle gemeinsam, dass sie entweder die Werkzeuge wie Bohrer oder Fräser aufnehmen. Oder sie spannen als sogenanntes Drehfutter die zu bearbeitenden Werkstücke auf der Maschine.
Die hier vorgestelle Spanntechnik dient zum Fixieren und Halten eines Werkstücks in Vorrichtungen, Werkzeug-Maschinen oder Bearbeitungszentren. Spannbacke, Spannzange, Schnellspanner, Spannplatte, Spanndorn & Co. müssen sicher, präzise und zuverlässig beim Fräsen, Drehen, Schleifen und sonstigen Bearbeiten von Werkstücken funktionieren.
Es gibt bis jetzt nur wenige vollelektrische Werkzeugwechsler auf dem Markt, meist kommen hier noch pneumatische zum Einsatz. Die bereits angebotenen elektrischen decken zudem nur den Bereich kleiner mechatronischer Greifer ab. Da auch hier der Trend‚ Austausch Pneumatik durch Elektrik vor der Weiterentwicklung nicht Halt macht, kommen aber zunehmend auch elektrische Werkzeugwechsler zum Einsatz.





















Igus bietet ein umfangreiches Portfolio im Bereich Gleitlager und Wälzlager, die aus Kunststoff bestehen und immer wieder Wälzlager aus Metall ersetzen. Bei Gleitlagern stehen wartungsfreie Polymerlager wie Iglidur zur Verfügung, die für unzählige Anwendungen geeignet sind. Im Bereich Wälzlager bietet Igus robuste und schmierfreie Lösungen wie Xiros Kunststoff-Kugellager, die hohe Lebensdauer und geringe Reibung garantieren. Profil-, Flach-, Schienen-, Wellen-, Vierkant-, Prismen- und Rollenführungen sowie Teleskopschienen und gebogene Linearführungen für unzählige Einsatzfälle eignen sich auch für anspruchsvollste Applikationen. Igus Lineartechnik läuft im Trockenlauf.In den letzten Jahren setzt der Motion Plastics Spezialist zunehmend recycelte Kunststoffe ein.
Ausführliche Informationen zu den Produktneuheiten finden Sie in unseren Partnerseiten:

Minebea Mitsumi ist führend in der Herstellung von Miniaturkugellagern, die mit Außendurchmessern ab 1,5 mm besonders für präzise Anwendungen in der Elektronik und Medizintechnik geeignet sind. Darüber hinaus entwickelt Minebea Hochpräzisionskugellager für anspruchsvolle Anforderungen in der Luft- und Raumfahrt sowie der Automobilindustrie. Das Portfolio umfasst außerdem Speziallager wie Schrägkugellager und Zylinderrollenlager sowie maßgeschneiderte Lösungen für spezifische Industrieanforderungen.
Ausführliche Informationen zu den Produktneuheiten finden Sie in unserer Partnerseite:

Schaeffler bietet ein umfassendes Portfolio im Bereich Lagertechnik, das von hochpräzisen Wälzlagern und Gleitlagern über Miniatur- bis hin zu Großwälzlagern reicht. Das Unternehmen liefert maßgeschneiderte Lagerlösungen für verschiedene Industrien, einschließlich Automotive und Industrieanwendungen. Im Bereich Lineartechniksind es Profilschienen-, Laufrollen-, Wellen-, Miniaturkäfig-, Flachkaefigführungen, Rollenumlaufschuhe und angetriebene Lineareinheiten bis hin zu komplexen Linearsystemen.
Ausführliche Informationen zu den Produktneuheiten finden Sie in unseren Partnerseiten:

Tsubaki bietet eine umfangreiche Palette an Antriebselementen für die Industrie. Das Sortiment umfasst hochwertige Rollenketten, Zahnketten, Kupplungen, Rutschnaben und Förderketten. Diese Antriebselemente sind darauf ausgelegt, selbst in anspruchsvollen Umgebungen eine hohe Leistung und Langlebigkeit zu gewährleisten. Durch die Kombination fortschrittlicher Technologien und langlebiger Materialien liefern Tsubaki-Antriebselemente effiziente, wartungsarme Lösungen, die eine optimale Betriebszeit und geringere Ausfallzeiten in industriellen Anlagen unterstützen.
Ausführliche Informationen zu den Produktneuheiten finden Sie in unseren Partnerseiten: