Klebstoffe | Mit und ohne der Kraft der Natur

Klebstoffe spielen in der modernen Verbindungstechnik eine große Rolle. Sie bieten innovative Lösungen für die industrielle Fertigung und ersetzen heute oft Schraub-, Schweiß-, oder Lötverbindungen. Vor allem im Automobilbau kommen sie immer mehr zum Einsatz. Aktuelle Entwicklungen auf dem Markt präsentieren fortschrittliche Klebstoffe, die erhöhte Festigkeit, Flexibilität und Temperaturbeständigkeit bieten. Die Neuheiten in diesem Artikel optimieren Produktionsprozesse und ermöglichen zuverlässige haltbare Verbindungen.
Klebstoffe 2026 – Das Wichtigste in Kürze
Moderne Epoxidharz Klebstoffe und andere High-Performance-Klebemittel ermöglichen es heute, unterschiedlichste Materialien wie Metalle, Kunststoffe und Verbundwerkstoffe effizient zu verbinden. Neuartige physikalisch abbindende Klebstoffe bieten schnellere Aushärtezeiten und reduzieren Produktionszyklen erheblich. Ein zentraler Trend ist der Einsatz von unter UV-Licht härtenden Klebstoffen, die sekundenschnelle Verbindungen bei gleichzeitig hoher Präzision ermöglichen.
Bahnbrechende Innovationen umfassen ausgasungsarme und spannungsausgleichende Klebstoffe, die speziell für anspruchsvolle Anwendungen in der Elektronik und Luftfahrt entwickelt wurden. Zudem setzen immer mehr Branchen auf nachhaltige Produkte, die lösemittelfrei und aus umweltfreundlichen Bestandteilen gefertigt sind. Die Integration von intelligenter Klebetechnik, wie Klebstoffe mit Sensorik, markiert einen weiteren Meilenstein in der Klebetechnik. Diese Entwicklungen eröffnen völlig neue Möglichkeiten für die Verbindungstechnik in Industrie 4.0 und der automatisierten Fertigung.
Klebstoff-Neuheiten und Innovationen
Informieren Sie sich nachfolgend über Neuentwicklungen und Innovationen in der Klebetechnik.
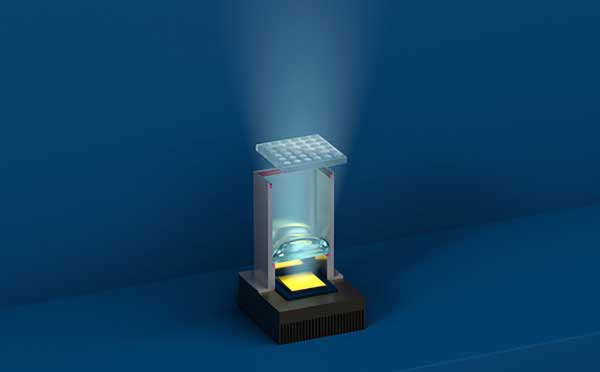
Klebstoff für Panorama-Head-up-Displays in Serienfertigung

21.05.2026 | Panorama-Head-up-Displays projizieren Fahrdaten, Navigations-Hinweise oder Infotainment-Inhalte über die gesamte Breite der Windschutzscheibe. Die Anzeige reicht von A-Säule zu A-Säule und wird auf einen dunkel beschichteten Bereich der Frontscheibe gespiegelt. Dadurch entsteht ein kontrastreiches, gut sichtbares Bild für Fahrer und Insassen.
Eine technische Herausforderung liegt in der strukturellen Verbindung der unterschiedlichen Displaybauteile. In den Baugruppen treffen Materialien wie Magnesium-Druckguss, Kunststoffe, Glas und Leiterplatten aufeinander. Gleichzeitig müssen die Prozesse für hohe Stückzahlen, kurze Zykluszeiten und eine zuverlässige Qualitätskontrolle ausgelegt sein.
Delo Photobond SJ4195 ist auf diese Anforderungen abgestimmt. Der Klebstoff erreicht eine hohe Haftung auf Magnesium-Druckguss von 12 MPa und weist eine geringe Ausgasung auf. Damit eignet er sich für das strukturelle Verkleben optischer Komponenten, bei denen Materialverträglichkeit und Prozesssicherheit entscheidend sind.
Die Viskosität wurde so eingestellt, dass sich der Klebstoff kontrolliert dosieren lässt und auch bei größeren Schichtdicken nicht unkontrolliert verfließt. Spalte können zuverlässig überbrückt werden. Die Aushärtung erfolgt per UV-Licht innerhalb weniger Sekunden und unterstützt damit die kurzen Taktzeiten der Serienfertigung.
Da der Klebstoff farblos ist, beeinflusst er optische Komponenten nicht negativ. Gleichzeitig lässt sich der Auftrag über Vision-Control-Systeme überwachen. Das erleichtert die Prozesskontrolle und Qualitätssicherung in der Hochvolumenproduktion von Panorama-Head-up-Displays.
Klebstoff für moderne Scheinwerferdesigns
11.12.2024 | Delo präsentiert den UV-härtenden Klebstoff „Photobond OB4210“, der speziell für High-End-Anwendungen in der Lichttechnik entwickelt wurde. Dank seiner hohen Transparenz ist er optisch nahezu nicht vom Linsenmaterial zu unterscheiden. Zudem überzeugt er durch eine verbesserte Vergilbungsstabilität, die selbst nach 500 h Lagerung bei +140 °C erhalten bleibt – eine wichtige Eigenschaft für moderne, leistungsstarke LED-Module mit erhöhten Betriebstemperaturen.
Der acrylatische Klebstoff bietet eine ausgezeichnete Haftung auf unterschiedlichen Materialien eines Scheinwerfers und gleicht Spannungen effektiv aus. Sein breiter Elastizitätsbereich ermöglicht zuverlässige Verbindungen in komplexen optischen Systemen.
Sekundenschnell aushärtender Kleber
Mit einer sekundenschnellen UV-Härtung eignet sich der Klebstoff für Präzisionsanwendungen wie das Active Alignment von Linsensystemen und Optiken in Technologien wie Matrix-LED-, Mikrolinsenarray- oder Digital-Light-Processing-Scheinwerfer-Systemen.
Mit einem breiten Temperatureinsatzbereich von -40 °C bis +140 °C und einer Druckscherfestigkeit von 35 MPa auf Polycarbonat, einem häufig genutzten Optikmaterial, erfüllt er die hohen Anforderungen moderner Lichtsysteme.
Seine geringe Viskosität von 3000 mPas sorgt für eine hervorragende Fließfähigkeit, was insbesondere bei großflächigen Anwendungen die Verarbeitung erleichtert. Die Aushärtung erfolgt schnell und effizient: Bei hohen UV-Intensitäten kann die Belichtungszeit auf nur 1,5 s reduziert werden. Dies ermöglicht kürzere Taktzeiten und optimiert die Produktionsprozesse in der Fertigung.
Miniaturisierung und Funktionalisierung im Trend
Mit Photobond OB4210 bietet Delo eine Lösung für zwei zentrale Herausforderungen in der Entwicklung moderner Scheinwerfer: die fortschreitende Miniaturisierung und die steigende Funktionalisierung. Während Scheinwerfer immer schmaler gestaltet werden, wächst zugleich der Anspruch an die Lichtleistung und die Ausleuchtung der Fahrzeugumgebung.
Klassische Fügemethoden wie Verschraubungen stoßen dabei an ihre Grenzen, weshalb Klebeverbindungen zunehmend an Bedeutung gewinnen. Der Klebstoff erfüllt die hohen Anforderungen dieser Anwendungen: Er ist spannungsausgleichend, ausgasungsarm, extrem temperaturbeständig und widerstandsfähig gegenüber Umwelteinflüssen. Gleichzeitig bleibt er hochtransparent, eine wesentliche Eigenschaft für die Verklebung von Optiken und Linsen in modernen Scheinwerfer-Systemen.
Dispenser für anaerobe Klebstoffe im Langzeittest geprüft

09.07.2020 | Anaerobe Klebstoffe sind Einkomponenten bzw. 1K Klebstoffe, die durch Luftabschluss aus härten. Das ist einer der beiden Mechanismen zur Aushärtung im Handling mit den 1K Klebstoffen. Kombiniert mit dem zweiten Mechanismus, dem Kontakt mit Metallionen, wird das Material schnell polymerisiert. Preeflow by Viscotec hat hierzu einen Langzeittest durchgeführt.
Spezielle Klebstoffe

Epoxidharz | Klebstoff zum konstruktiven Verbinden & Vergießen

Industrielle Flüssigdichtung | Kleber und Vergussmasse

Kohäsion + Adhäsion – einfach unzertrennlich
Was Sie schon immer über die unzertrennlichen Kräfte wissen wollten, erfahren Sie hier.
Chronologie & Archiv
Die nachfolgenden Berichte dokumentieren bahnbrechende Entwicklungen der vergangenen Jahre (ab 2012).
14.04.2020 | Grenzflächenfeuchtigkeit kann beim Kleben im Außenbereich oder in feuchten Umgebungen zu Problemen führen. Der Industrieverband Klebstoffe (IVK) zeigt an einem Vorbild aus der Natur bzw. Bionik dass Klebstoffe und Feuchtigkeit auch gut miteinander harmonieren können. Dabei orientieren sie sich an dem Prinzip der Spinnennetze. Spinnen halten ihre Beute in ihren Netzen fest, auch wenn die Luftfeuchtigkeit hoch ist oder es sogar regnet.
Tritt Grenzflächenfeuchtigkeit zwischen zwei Oberflächen wie Fliesen und Klebstoff löst sich die Verbindung und die Fliesen fallen ab. Das Beispiel aus der Bionik zeigt, dass dies nicht so sein muss. Bei den Spinnen kommt ein ein spezieller Klebstoff zum Einsatz, den sie tröpfchenweise auf die seidigen Fäden ihrer Netze verteilen. Das Geheimnis des Klebstoffs hat jetzt ein Forscherteam der University of Akron aus den USA untersucht.
Sie kamen zu dem Resultat, dass sich der Kleber der Spinnen aus drei Elementen zusammensetzt – zwei Glykoproteinen, die aus Aminosäure und Zuckermolekülen bestehen, einer Sammlung niedermolekularer organischer und anorganischer Verbindungen, auch hygroskopische Moleküle genannt und Wasser.
Bionische Klebewirkung aufgedeckt
Die Glykoproteine sind für die Klebwirkung verantwortlich, die hygroskopischen Moleküle übernehmen eine bisher unbekannte Funktion, welche die Forscher entschlüsselt haben. Sie binden angesammeltes Wasser und ziehen es in die Masse hinein. Die Klebkraft zwischen Klebstoff und Oberfläche bleibt so bestehen. Glykoproteine und hygroskopische Moleküle erzielen zusammen eine gute Haftung der Spinnenbeute am Netz auch unter feuchten Bedingungen.
Die gewonnenen Erkenntnisse sind eine schöne Basis für die Bionik. Ingenieure können diese in die Entwicklung feuchtigkeitsresistenter Klebstoffe einfließen. Konstruktionen, die in feuchter Umgebung eingesetzt werden, könnten mit einem auf diesem natürlichen Prinzip basierendem Klebstoff verbunden werden.

04.04.2012 | Moderne Klebstoffe auf Keramikbasis schaffen Verbindungen, die selbst bei extremen Einsatzbedingungen sicher halten. Speziell ausgelegt für die Werkstoff-Paarungen Keramik-Keramik und Keramik-Graphit ist der Hightech-Kleber Ceramabond 890, den Kager kürzlich in sein breit gefächertes Adhesive-Portfolio aufgenommen hat. Mit diesem 1K-Siliziumkarbid-Klebstoff lassen sich chemisch und mechanisch belastbare Hochtemperatur-Verbindungen erstellen.
Das Ein-Komponenten-System Ceramabond 890 (Aremco) ist ein Siliziumkarbid-Kleber, der für das sichere Fügen von Keramik- und Graphit-Bauteilen in Hochvakuum-Einrichtungen maßgeschneidert wurde. Er eignet sich für fügetechnische Anwendungen mit Betriebstemperaturen von bis zu 1370 °C.
Typische Einsatzgebiete sind zum Beispiel die Herstellung von Gaszündern und Widerstandsheizungen, die Produktion katalytischer Konverter oder thermisch beständiger Gewindeverschlüsse sowie die Fertigung von Vakuumkomponenten, Dehnungsmessgeräten oder Temperaturfühlern. Das Ein-Komponentensystem eignet sich auch zur Montage und elektrischen Isolation von Keramik- und Graphit-Komponenten sowie als Schutzüberzug. Es empfiehlt sich überdies für den Bau von Hochtemperatur-Gehäusen für Öfen und Boiler.
Die maximale thermische Ausdehnung von Ceramabond 890 beträgt beispielsweise bei 1370 °C nur 4,4 10-6 K und seine dynamische Viskosität liegt bei 49.000 mPas. Seine Dichte gibt der Hersteller mit 2,18 g/cm3 an, die Drehmoment-Festigkeit liegt mit 14,24 Nm im mittleren Bereich. Die Feuchtigkeits-, Alkali- und Säurebeständigkeit von Ceramabond 890 gilt jeweils als gut.
Die Anwendung der grauen Substanz wirft in der Praxis keine großen Probleme auf. Die Dicke der aufgetragenen Klebstoffschicht sollte nicht unter 0,05 mm und nicht über 0,2 mm liegen, um ein optimales Ergebnis zu erreichen. Nach bereits einer Stunde ist Ceramabond 890 luftgetrocknet; die Aushärtung ist in der Regel nach etwa 2 h abgeschlossen. Die Lagerfähigkeit liegt bei sechs Monaten.
Quellenangabe: Dieser Beitrag basiert auf Informationen folgender Unternehmen: Delo, IVK, Kager, Rampf, Tremco Illbruck, Viscotec.



