3D Druck Verfahren | Additive Fertigung der Zukunft

Die additive Fertigung, auch bekannt als 3D-Druck, umfasst verschiedene Technologien, die alle auf dem gleichen grundlegenden Konzept beruhen: dem schichtweisen Aufbau eines Objekts. Dazu gehören Techniken wie Stereolithographie (SLA), selektives Lasersintern (SLS), Fused Deposition Modeling (FDM), und Direct Metal Laser Sintering (DMLS), um nur einige zu nennen. Was sich hinter den einzelnen 3D Druck Verfahren verbirgt, erfahren Sie hier.
3D Druck Verfahren 2026 – Das Wichtigste in Kürze
Der aktuelle Stand der 3D Druck Verfahren bzw. der additiven Fertigung ist so beeindruckend wie stetig im Wandel. Die 3D Drucker Technologie hat das Potenzial, traditionelle Fertigungsverfahren in verschiedenen Bereichen zu ersetzen, insbesondere dann, wenn individuelle oder komplex geformte Teile erforderlich sind. Im Vergleich zur konventionellen Fertigung können additive Fertigungsverfahren die Produktionszeiten verkürzen und die Kosten für Prototypen und Kleinserienproduktion erheblich senken. Zudem erlaubt die Fertigung auf dem 3D Drucker eine beispiellose Designfreiheit und können den Materialeinsatz reduzieren.
Additive Fertigung wird massentauglich
Hinsichtlich der Trends zeichnet sich ab, dass die additive Fertigung immer mehr in die Massenproduktion in der Industrie integriert wird. 3D Druck Verfahren wie das Multi Jet Fusion (MJF) von HP oder das Digital Light Processing (DLP) gewinnen an Bedeutung, da sie eine schnellere Produktion und bessere Oberflächenqualitäten versprechen.
Metall 3D und Multimaterial-3D Druck
Gleichzeitig ist ein wachsender Fokus auf Metall-3D-Druck sowie Multimaterial 3D Druck zu beobachten. Additive Verfahren wie das Direkte Metall-Lasersintern (DMLS) oder das Elektronenstrahlschmelzen (EBM) werden hierfür weiterentwickelt, um stärkere und komplexere Metallteile zu produzieren. Die Erforschung neuer Materialien für 3D Drucker, von verbesserten Kunststoffen bis hin zu Werkstoffen mit Biokompatibilität, ist ebenfalls ein wichtiger Trend in der Entwicklung der additiven Fertigung.
Neuheiten und Innovationen additive Fertigung
Die nachfolgenden Informationen präsentieren Ihnen Neuentwicklungen bei den additiven Fertigungsverfahren.
Dynamic Molding verschiebt Grenzen vom 3D-Druck
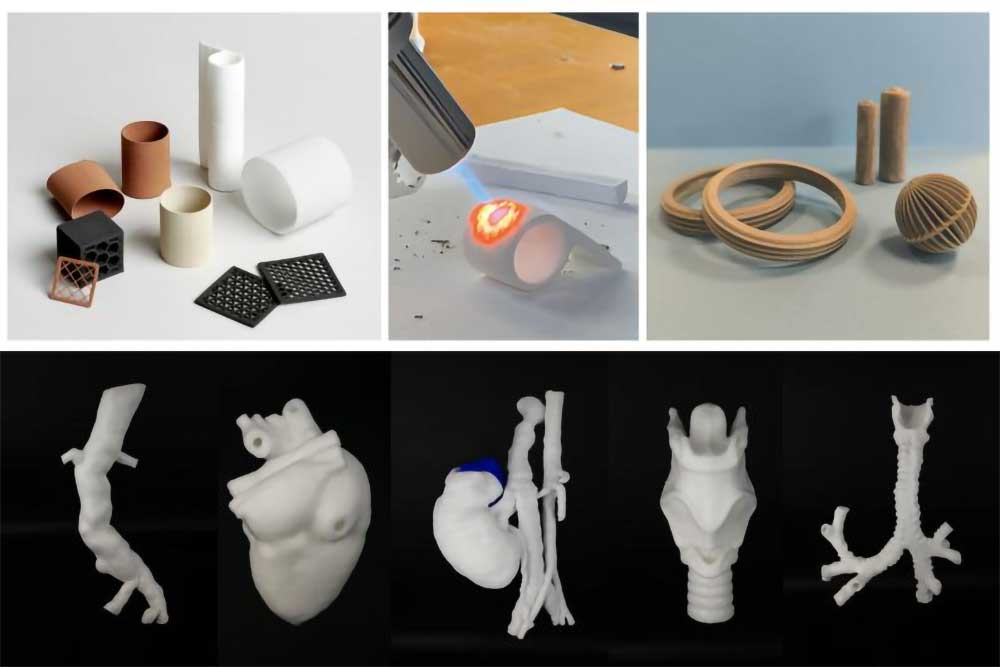
21.10.2025 | Das junge Unternehmen 3Deus Dynamics, gegründet im Jahr 2020, hat mit seiner Dynamic-Molding-Technologie ein völlig neues Konzept der additiven Fertigung entwickelt. Das Verfahren kombiniert die Vorteile des 3D-Drucks mit denen des Spritzgusses und eröffnet so neue Möglichkeiten in der Materialverarbeitung.
Kern der Technologie ist eine granulare Bauumgebung, die als dynamische Form wirkt. In dieses Granulat – ein speziell abgestimmtes Medium – werden die verarbeitbaren Materialien eingebracht. Das Besondere: Es sind keine Stützstrukturen, keine chemischen Anpassungen undkeine geometrischen Einschränkungen erforderlich. Auf diese Weise lassen sich sämtliche spritzfähigen Materialien wie Thermoplaste, Elastomere, Verbundwerkstoffe oder Keramiken direkt verarbeiten – ohne ihre ursprünglichen Eigenschaften zu verändern.
Durch das Verhalten des Granulats entsteht ein temporärer, formstabiler Raum, der die Bauteilgeometrie während des Fertigungsprozesses unterstützt. Nach Abschluss der Aushärtung kann das Werkstück einfach entnommen werden. Damit überwindet Dynamic Molding die typischen Grenzen herkömmlicher 3D Druck Verfahren und ermöglicht die herstellungsfreie Verarbeitung viskoelastischer Materialien mit beliebig komplexen Strukturen.
Ein weiterer Vorteil ist die Möglichkeit, funktionale Verbundwerkstoffe zu erzeugen. So lassen sich Bauteile mit leitfähigen, antimikrobiellen, isolierenden, optischen oder magnetischen Eigenschaften fertigen – ganz ohne zusätzlichen Prozessschritt.
Das 3D Druck Verfahren ist branchenübergreifend einsetzbar und prädestiniert für individualisierte Fertigungen in Bereichen wie Medizintechnik, Luft- und Raumfahrt, Automobilbau oder der industriellen Serienproduktion. Basis des Prozesses bildet eine konventionelle 3D-Datei im STL-Format, die segmentiert und in G-Code für die präzise Steuerung des Druckvorgangs umgewandelt wird.
UV-Schutz Beschichtung für 3D gedruckte Bauteile
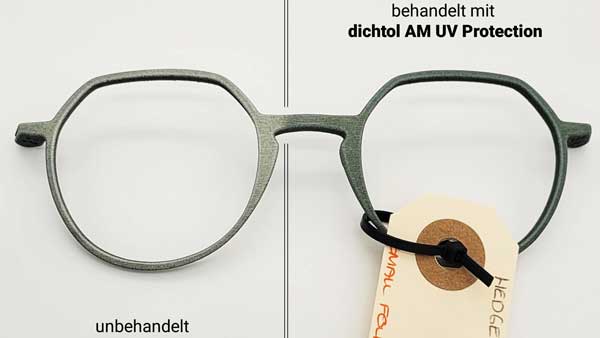
28.09.2024 | Diamant Polymer präsentiert eine innovative Lösung zur porentiefen Imprägnierung 3D-gedruckter Bauteile, die gleichzeitig einen dauerhaften UV-Schutz bietet. Mit Dichtol AM UV Protection können additiv gefertigte Werkstücke effektiv gas- und flüssigkeitsdicht gemacht und gleichzeitig vor UV-Strahlung sowie Verfärbungen geschützt werden. So bleibt die Funktionalität, Optik und mechanische Festigkeit des Bauteils langfristig erhalten.
Das Polymersystem härtet schnell bei Raumtemperatur aus und eignet sich ideal für Bauteile, bei denen Dichtigkeit und Stabilität entscheidend sind. Die dünnflüssige Formel ermöglicht ein tiefes Eindringen in die Poren des Materials und sorgt für eine dauerhafte Abdichtung für gas- und flüssigkeitsdichte 3D-gedruckte Teile.
Porentiefe Imprägnierung mit UV-Schutz in einem Schritt
In nur einem Schritt gewährleistet Dichtol AM UV Protection eine porentiefe Imprägnierung und einen langanhaltenden UV-Schutz für 3D-gedruckte Bauteile. Diese Imprägnierung eignet sich besonders für Werkstücke, die regelmäßig UV-Strahlung ausgesetzt sind, wie in der Automobilindustrie, wo Materialbeständigkeit und Optik entscheidend sind. Die Schicht bildet eine effektive Barriere gegen UV-Strahlung, sodass Verblassungen und Verfärbungen verhindert werden und die ästhetische Qualität des Bauteils bewahrt bleibt.
Darüber hinaus verbessert die Beschichtung die Stabilität und mechanische Festigkeit der gedruckten Teile, indem es sie gegen Umwelteinflüsse widerstandsfähiger macht. Die Oberflächenqualität wird optimiert, wodurch eine aufwendige Nachbearbeitung oft nicht mehr notwendig ist. Nach der schnellen Aushärtung lässt sich das Bauteil problemlos weiterbearbeiten und überlackieren.
Dichtol AM UV Protection eignet sich für die 3D Druck Verfahren FDM, SLS und MJF sowie für Materialien wie ABS, ASA, PA, PETG und PC
Infrarotkamera optimiert LPBF 3D Druck

04.12.2023 | Der 3D-Druck von Metallen erfreut sich wachsender Beliebtheit. Besonders das LPBF-Verfahren gestattet filigrane und sehr komplexe Strukturen und eröffnet immer neue Einsatzfälle. Die Qualität des Prozesses hängt stark von den richtigen Temperaturen ab. Um diese zu messen, benutzen die Wissenschaftler am Fraunhofer ILT eine Wärmebildkamera von Optris.
Weltneuheit: Wegweisendes Kalt-IOB Verfahren

29.06.2023 | Voxeljet hat auf der GIFA 2023 ein neues 3D Druck Verfahren präsentiert: Mit der neuen Kalt-IOB (Inorganic Binding) 3D-Drucktechnologie können Formen und Kerne für die Gießereiindustrie aus Sand und einem anorganischen Bindemittel zum ersten Mal ohne eine nachfolgende Mikrowellen-Behandlung hergestellt werden.
Die neue Kalt-IOB Technologie benötigt damit keine Mikrowelle und spart so Investitions- und Betriebskosten. Für die Gießerindustrie ergeben sich mit diesem 3D Druck Verfahren zahlreiche Vorteile: Beim Abguss entsteht lediglich Wasserdampf anstelle schädlicher Gase. Dadurch werden die Emissionen reduziert und die Arbeitsbedingungen in Gießereien verbessert.
Kerne und Formen mit anorganischen Bindern
„Die Einführung der Kalt-IOB Technologie ist ein wichtiger Schritt zur weiteren Verbreitung gedruckter Kerne und Formen mit anorganischen Bindern in der Gießereiindustrie“, sagt Dr. Ingo Ederer, CEO bei Voxeljet. „Unser Ziel ist es, innovative Lösungen bereitzustellen, die nicht nur die Effizienz steigern, sondern auch helfen, die Nachhaltigkeit des Metallgusses zu fördern.“
Die mit der Kalt-IOB Prozesstechnik hergestellten Formen und Kerne bieten hohe Maßhaltigkeit, sehr gute Auflösungen und Kantenschärfe sowie die Möglichkeit, große Formen und Kerne im 3D Druck Verfahren herzustellen. Im Gegensatz zu warmen IOB-Prozessen, bei denen gedruckte Kerne mit einer Mikrowelle ausgehärtet und getrocknet werden müssen, müssen die Teile bei der Kalt-IOB Technologie nach dem 3D Druck lediglich getrocknet werden, was außerhalb der Maschine stattfindet. Das neue 3D Druck Verfahren ist auf allen Voxeljet Plattformen einsetzbar.
Nachfrage nach Kalt-IOB steigt
Die Anwendung von anorganischem Bindemittel in der Gießereiindustrie steigt vor allem in der Automobilindustrie. Und so wird auch die Nachfrage nach anorganisch gebundenen Formen und Kernen vor dem Hintergrund der steigenden Umweltauflagen kontinuierlich weiter steigen. Die Kalt-IOB Technologie eignet sich besonders für den Prototypenbau und mittlere Seriengrößen.
Chronologie & Archiv
Die nachfolgenden Berichte dokumentieren bahnbrechende Entwicklungen der vergangenen Jahre (ab 2012).
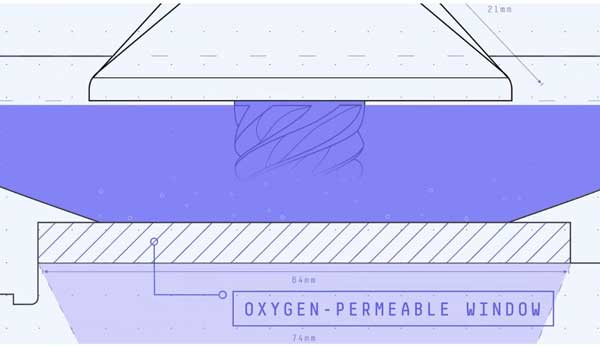
01.08.2019 | Das im Silicon Valley ansässige Unternehmen Carbon entwickelte für den 3D-Druck die Digital-Light-Synthesis (DLS) Technologie, mit der sich die Herstellung von Teilen gegenüber bisherigen 3D-Druck-Verfahren bis zum Hundertfachen beschleunigen lässt. Nach Jahren der Forschung hat Carbon auch ein neuartiges flüssiges Polyurethanharz entwickelt, das sich für die Herstellung von Teilen eignet.
Covestro ist ein wichtiger Partner beim Scale-up und für die Großserienfertigung dieses Materials. Das Unternehmen investierte einen beachtlichen Betrag, um das Harz in handelsüblichen Mengen herstellen zu können. Das Resultat der Zusammenarbeit stellt die Serientauglichkeit von Verfahren und Material unter Beweis und ist ein aktueller Erfolg der Partnerschaft.
Die DLS-Technologie wird nun erstmals in großem Maßstab eingesetzt. Ähnlich wie bei der Stereolithografie entsteht das Werkstück dabei in einer Wanne mit flüssigem Kunststoffharz, das mittels UV-Strahlung ausgehärtet wird.
Von unten wird Sauerstoff zugeführt, welcher der Aushärtung entgegenwirkt und eine liquid dead zone erzeugt. Dazu besteht der Boden des Gefäßes aus einer licht- und luftdurchlässigen Membran, die ähnlich wie eine Kontaktlinse aufgebaut ist. Aus dieser Zone wird das gedruckte 3D Objekt kontinuierlich herausgezogen, ohne dass sich einzelne Schichten ausbilden.
Die Herstellung mittels DLS-Technologie ist bis zu 100-fach schneller als die Stereolithografie. Dabei wird ein geschütztes Verfahren mit der zugehörigen Hard- und Software sowie mit einem speziellen Material kombiniert. Es verleiht den fertigen Teilen die gewünschten technischen und mechanischen Eigenschaften.

04.07.2019 | Dank der Entwicklung einer neuen Finishing-Technologie kann FKM Sintertechnik nun die Oberflächen von Kunststoff-Formteilen aus dem 3D-Printing auf vielfache Weise veredeln. Das vollautomatisierte Oberflächentechnik Verfahren trägt den Namen „FKM smooth“ und zielt primär auf das homogene Glätten und Versiegeln ab.
Da es sich sehr genau steuern lässt, kann es allerdings auch für die Realisierung vieler anderer Oberflächen-Qualitäten genutzt werden. Grundsätzlich eignet sich das Verfahren für alle gängigen Lasersinter-Polymer-Werkstoffe, kleine und große Bauteile sowie Außen- und Innenflächen.
Mit FKM smooth auf Hochglanz bringen
Die Oberflächen der Bauteile lassen sich mit FKM smooth auf Hochglanz bringen, glätten, egalisieren, mattieren, versiegeln und schützen sowie hinsichtlich ihrer Hygienefreundlichkeit, ihrer Permeabilität, ihrer Lebensmittelkonformität und ihrer mechanischen Festigkeit optimieren. Die mit dem 3D-Druck Verfahren generierten Eigenschaften erfassen die Oberfläche absolut gleichmäßig und vollständig.
Das gilt selbst für alle innenliegende Strukturen sowie Bereiche, die für konventionelle Bearbeitungstechniken (Schleifen, Trowalisieren etc.) niemals erreichbar sind. Daher eignet sich das neue 3D-Druck-Verfahren von FKM auch für besonders anspruchsvolle Funktionsbauteile mit sehr komplexen und filigranen Geometrien.
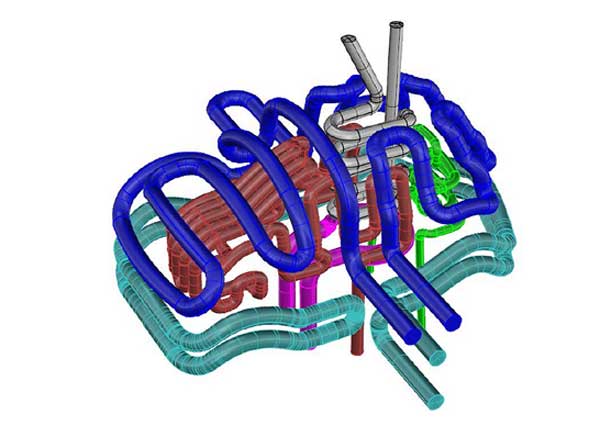
16.10.2017 | BKL-Lasertechnik nutzt neue Möglichkeiten in der additiven Fertigung, um Werkzeuge mit zusätzlichen Funktionalitäten auszustatten. Aufgrund des schichtweisen Aufbaus des Werkstücks können komplexe Geometrien realisiert werden, die es dank hochpräziser konturnaher Temperierung mittels feinster Kanäle und isolierender Wabenstrukturen ermöglichen, Formen optimal vorzuheizen oder abzukühlen.
Bereiche des Werkzeugs, die normalerweise nach der Bearbeitung massiv bleiben, können dank 3D-Druck durch Gitterstrukturen ersetzt werden, die sich in der Festigkeit von massiven Bauteilen nicht unterscheiden. Mittels solcher Gitterstruktur lässt sich die Wärmeleitfähigkeit einzelner Bereiche des Werkzeugs nach Belieben gestalten. Der entstandene Hohlraum (Luftraum) funktioniert zugleich als Isolierung.
Die Grafik zeigt, wie nah die Kanäle zum Vorheizen und Abkühlen an der Kontur des Werkstücks angelegt werden können. Dies wird nur durch den additiven Aufbau des Formeneinsatzes möglich.
Die Gitterstruktur senkt zudem den Energiebedarf zum Aufheizen und Abkühlen, da weniger Masse zu erwärmen ist. Auch der Verschleiß der Spritzgussmaschinen verringert sich, da lediglich mit einem Spritzdruck von 200 bar gearbeitet wird (Mucell-Spritztechnik) und die Maschinen dank des Leichtbaus der Formen deutlich geringere Haltekräfte aufbringen müssen.
Durch die verbesserte Temperierung der Formen können die Fertigungszyklen deutlich verkürzt werden. Das ermöglicht die Erweiterung der Produktionskapazität eines vorhandenen Maschinenparks um bis zu 30 % ohne zusätzliche Investitionen. Die heute durch die additive Fertigung realisierbaren Geometrien eröffnen ganz neue Möglichkeiten bei der Gestaltung von Werkzeugen und sind bei Weitem noch nicht ausgeschöpft.
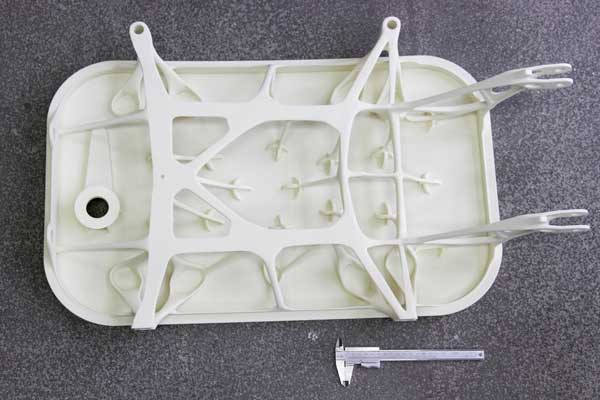
12.09.2017 | Sogeclair hat einen Weg gefunden, beim Bau von Flugzeugtüren 30 % Gewicht zu sparen: Der französische Luftfahrtzulieferer setzt beim altbewährten Feinguss auf 3D-gedruckte PMMA-Modelle von Voxeljet. Sie erlauben neue Freiheiten im Leichtbau-Design und lassen sich schnell und kostengünstig herstellen.
Um Flugzeuge treibstoffsparsamer zu machen, könnten sich aluminium- und titanlasergesinterte Bauteile mit neuartigen, materialsparenden Geometrien aus dem 3D-Drucker realisieren lassen. Das Manko: Die gefertigten Bauteile sind vergleichsweise teuer und eignen sich bislang nur für die Produktion kleiner Bauteile. Wie steht es aber um größere Bauteile wie Flugzeugtüren?
„Hier bietet sich die Möglichkeit den 3D-Druck mit dem altbewährten Feinguss zu kombinieren“, sagt Thierry Herrero, Director Sales West Europe bei Voxeljet. Und zwar mit Hilfe des 3D-Druckers, der Feingussmodelle für vorher nicht herstellbare Geometrien mit Kunststoff (PMMA) additiv druckt – ganz ohne teure Spezialwerkzeuge. „Somit verbindet sich die geometrische Freiheit des 3D-Drucks und die Stabilität des altbewährten Feingusses.“
Forschungsprojekt von Sogeclair

Ein Forschungsprojekt des französischen Luftfahrtzulieferers beschäftigt sich mit futuristischen Flugzeugtüren, die dank eines raffinierten, bionischen Geflechts aus Aluminium-Streben bei gleicher Robustheit deutlich weniger Material benötigen. Ein solches Geflecht mit CAD zu konstruieren, ist für die Aerospace-Experten kein Problem.
Schwierig wird es hingegen bei der Fertigung im Feingussverfahren. „Gerade bei der Entwicklung von Prototypen müssten Unternehmen immer wieder Feinheiten ändern“, erklärt Herrero. „Es ist allerdings zeit- und kostenaufwendig, für jede Änderung mit Spezialwerkzeugen eine neue Gussform für den Feinguss zu fertigen.“ Das 3D-Drucksystem VX1000 zählt mit einem Bauraum von 1000 x 600 x 500 mm zu den größten industriellen 3D-Drucksystemen für Feingussmodelle. Designänderungen lassen sich direkt am Bildschirm realisieren.
Herstellung der Flugzeugtür
Der 3D Druck Spezialist nutzt die CAD-Datei der Flugzeugtür als Input für das 3D-Drucksystem. Dieses trägt einen Acrylkunststoff namens Polymethylmethacrylat (PMMA) in Pulverform auf das Baufeld auf – in 150 µm dünnen Schichten. Der Druckkopf fährt anschließend über das Baufeld und verklebt dem digitalen Bauplan entsprechend punktuell das PMMA. Anschließend folgt eine frische Pulverschicht. Schicht für Schicht entsteht so das Feingussmodell, das qualitativ besser abschneidet als Testdrucke der Konkurrenz.
„Im Vergleich zu anderen additiv verarbeitbaren Materialien, wie beispielsweise Flüssigharzen in der Stereolithographie lässt sich das PMMA hervorragend ausbrennen. Grund hierfür ist vor allem der negative Ausdehnungskoeffizient unseres Pulvermaterials, was keinerlei Schalenbrüche beim Ausbrennen des dünnwandigen Modells mit sich brachte.“, sagt Herrero.
Ist das PMMA-Modell fertig gedruckt, wird dieses mit einem heißen Wachs infiltriert, um die Oberflächen zu versiegeln. Der nächste Arbeitsschritt erfolgt in der Gießerei. Mitarbeiter versehen das gedruckte Modell mit Keramikschichten und schmelzen das Modell in einem Ofen aus. Übrig bleibt eine Gussform aus Keramik, die anschließend mit flüssigem Aluminium gefüllt wird. Ist das Metall ausgehärtet, schlagen Mitarbeiter die Keramikschicht ab und legen die fertige Flugzeugtür frei.
01.02.2017 | Johanna Krimm, Marketing + Vertrieb, Kegelmann Technik GmbH, Rodgau-Jügesheim, zeigt auf den Fachpresstagen des RBS Stutensee, wie das Unternehmen mit der Philosophie des Connected Prototyping bisherige Grenzen auf dem Weg zu Industrie 4.0 durch die Kombination konventioneller und additiver Technologien unter einem Dach ausweitet



Häufige Fragen
Quellenangabe: Dieser Beitrag basiert auf Informationen folgender Unternehmen: BKL-Lasertechnik, Covestro, Diamament Polymer, Kegelmann, Nanoscribe, Lehmann-Voss, Sogeclair, Voxeljet, Würth.
