Online Magazin für Konstruktion und Entwicklung
Unternehmensmeldungen



Industrie News für Ihre Konstruktion und Entwicklung aus den Fachgebieten

Kabel und Leitungen
PTFE und PFAS freie Chainflex Leitungen

Antriebselemente
Neue Fertigungstechnologien verbessern Kronenrad-Produktion

IPC
Ex geschütztes Tablet mit Augmented Reality Qualitäten

Maschinenelemente
Türgriffsystem zeigt Maschinenzustände an




Industrie News für Ihre Konstruktion und Entwicklung aus den Branchen

Mobile Arbeitsmaschinen
Zylinderrollenlager für schwere Industriegetriebe und Baumaschinen

Automobil
IO-Modul sichert Wasserstoff Tankstellen von Resato
Lebensmitteltechnik
Schmier- und Dichtungsoptimierte Linearführung

Mobile Arbeitsmaschinen
Flexibel anpassbares Gateway für die Agrartechnik








Industriemesse News
Kryogene Kühlung senkt Verschleiß und Werkzeug Standzeit
- Details
- Zugriffe: 12735
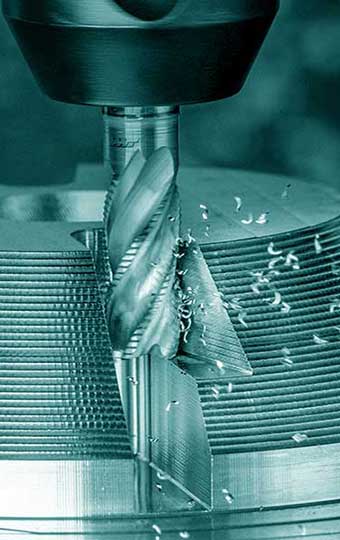
Vor allem der Boom bei Großflugzeugen krempelt die Materialwelt um: Plötzlich gilt es im großen Maßstab und mit hoher Produktivität Titan, Nickelbasislegierungen, höchstfeste Stähle und Kohlenfaserkunststoffe (CFK) zu zerspanen. Konventionelle Kühlschmierkonzepte in der Fertigung stoßen hier oft an ihre physikalischen Grenzen. Ein neues Kühlkonzept ist die kryogene Kühlung, an der am ISF TU Dortmund geforscht wird.
")
Kryogene Kühlung ist an sich nichts wirklich Neues, denn es gab schon in den 1950er Jahren in den USA erste Kühlversuche mit CO2. Ende der 1990er Jahre gab es ein größeres Forschungsprojekt der Columbia University mit zwölf Industrieunternehmen zur Stickstoffkühlung. Das Institut für Spanende Fertigung (ISF) startete 2003 zunächst mit hochlegierten Stählen und befasste sich in den vergangenen Jahren intensiv mit der kryogenen Kühlung beim Zerspanen von Sonderwerkstoffen wie Titan- und Nickelbasislegierungen.
Kryogene Kühlung beim Zerspanen von Titanlegierung
Für kryogenes Kühlen spricht speziell bei den Titanlegierungen, dass wir vom Schneidstoff her sehr eingeschränkt sind. Es lassen sich hier bei den Werkzeugen nur Hartmetalle verwenden, weil Schneiden aus Keramik und CBN bereits nach kurzer Eingriffszeit verschleißen. Um die Produktivität bei der Bearbeitung von Titan mit Hartmetall-Werkzeugen zu steigern, ist ein angepasstes Kühl Verfahren erforderlich. Hier hat sich beispielsweise die Hochdruckkühlschmierung bewährt.
Mit den neuen Kühl Verfahren lässt sich wahlweise die Standzeit der Werkzeuge oder die Schnittgeschwindigkeit und somit die Produktivität der Bearbeitung erhöhen. Das ist sicherlich ein sehr motivierender Faktor, beispielsweise in der stark wachsenden Luftfahrtindustrie, die wegen des wachsenden CFK-Anteils zunehmend auch Titan einsetzen muss.
Untersuchungen verschiedener Kühlkonzepte
Das ISF führte Versuche mit der Überflutungs-, Hochdruck-, CO2-Schneestrahlkühlung sowie Kombinationen von kryogener Technik und Minimalmengenschmierung durch. Bei Inconel 718, einer Nickelbasislegierung für den Hochtemperaturbereich, zeigte sich, dass bei einer reinen CO2-Kühlung die fehlende Schmierung zu einem starken Verschleiß führt. Eine Kombination mit Minimalmengenschmierung (MMS) – eine quasitrockene Bearbeitung – verringert den Freiflächen- und Kerbverschleiß.
 Ergonomischer Computerarbeitsplatz in Büro und Homeoffice
Ergonomischer Computerarbeitsplatz in Büro und Homeoffice
Der Erfolg steht und fällt jedoch mit der Art der Zuführung, dem Druck der Minimalmengenzufuhr sowie der richtigen Auswahl des kältebeständigen MMS-Öls. Hier gibt es bei der Auslegung noch Handlungsbedarf. Wir konzentrieren uns bei der kryogenen Kühlung nur auf CO2, das hängt von der Art der Werkzeugkühlung ab.
Die innere Werkzeugkühlung, die technisch wegen des Einbringens von Kühlmittelbohrungen sehr aufwändig ist, lässt sich nur mit Stickstoff realisieren, da Stickstoff während der gesamten Zuführung mit einer Temperatur von fast -200 Grad Celsius vorliegt. Bei einer externen Zufuhr des Kühlmediums über Düsen sind sowohl Stickstoff als auch CO2 geeignet. Das austretende CO2 hat zwar mit minus 82 Grad Celsius eine weniger tiefe Temperatur als Stickstoff, allerdings ist die spezifische Wärmekapazität höher, da das CO2 bis zum Düsenaustritt in flüssiger Form vorliegt.
Neuer Trend der Kühltechnik
")
Die kryogene Kühlung ist übrigens ein echter Trend und kein Hype: Zum einen hat die Luftfahrtindustrie einen deutlichen Bedarf an effizienteren Prozessen und zum anderen haben wir aus Forschungssicht die wesentlichen Vorteile der kryogenen Technik als Möglichkeit zur Steigerung der Produktivität nachgewiesen. Das Interesse ist da: Das beweist Premium Aerotec GmbH, ein führender Zulieferer der Branche, der bereits Maschinen mit kryogener Kühlung gekauft hat und die Technologie erprobt.
Die Wirtschaftlichkeit der kryogenen Kühlung hängt von dem CO2-Verbrauch ab. Damit die Kosten für den Kohlendioxidverbrauch sinken, haben wir bereits Untersuchungen zur Senkung des Verbrauchs durchgeführt. Hierbei haben wir nachgewiesen, dass sich mit einem deutlich reduzierten CO2 Massenstrom exakt von 2,7 auf 0,6 Kilogramm pro Minute mit genauso guten Resultaten zerspanen lässt. Bei weiterer Optimierung und Reduzierung des CO2-Verbrauchs ist bei deutlicher Erhöhung der Produktivität davon auszugehen, dass sich das kryogene Kühlen rechnet.
Anpassung an Werkzeug und Maschine
Für das kryogene Schneestrahlkühlung benötigen wir modifizierte Werkzeuge. Es lassen sich die Werkzeuge für die Hochdruckkühlung verwenden, deren Düsen an den CO2-Schneestrahl mit Blick auf Abstand, Form, Durchmesser und eventuell auf die Position angepasst werden. Bei den Werkzeugmaschinen ist eine gasdichte und druckfeste Zufuhr des CO2-Schneestrahls durch den Revolver und beim Fräsen durch die Spindel nötig.
 Optimierte Kühlung beim Reiben auf Basis additiver Fertigung
Optimierte Kühlung beim Reiben auf Basis additiver Fertigung
Allerdings muss sich der Konstrukteur im Gegensatz zur Stickstoff-Kühlung mit seinen extrem niedrigen Temperaturen von rund minus 200 Grad Celsius bei der Auslegung der Maschinen keine Gedanken über Thermokompensationen machen. Bei der CO2-Kühlung ist es alles in allem recht einfach: Benötigt werden ein Tank in der Maschine und druckfeste Leitungen. Diese Art der kryogenen Kühlung lässt sich also auch relativ einfach nachrüsten: Es bietet sich demnach auch an für Maschinenbauer, die damit erste Erfahrungen sammeln wollen. Bei Stickstoff ist die gesamte Ausführung komplizierter.
Wir haben übrigens im Versuch nachgewiesen, dass sich bei den Titanlegierungen der Verschleiß auch im Vergleich zur Hochdruckkühlung deutlich verringern lässt. Zudem führen die effektive Kühlung der Wirkstelle und die Verdrängung des Sauerstoffes zu einer verminderten Randzonenbeeinflussung.

Hendrik Abrahams ist Wissenschaftler am Institut für Spanende Fertigung (ISF) an der Technischen Universität Dortmund.